Top
關於MA
/
English
/
簡中
關於MA
市場瞭望
封面故事
產業掃描
技術趨勢
精選文章
新品介紹
線上閱讀
客服中心
廣告刊登
雜誌訂閱
聯絡我們
EN
簡中
SNS
你今天想知道什麼資訊?
GO!
目前位置
首頁
精選文章
技術趨勢
技術趨勢
善用製造資訊 揪出製程細節的魔鬼
2021.04.13∣瀏覽數:3526
善用製造資訊
揪出製程細節的魔鬼
文
◆
工研院電光系統所 戴熒美、崇洋科技股份有限公司 葉立綸
台灣中小企業發展趨勢
中小企業為台灣經濟發展的推手,2019年廠商家數為149.1萬家,佔企業總數的97.65%,較2018年增加了2.5萬家,成長1.72%,特別是資本額小於500萬元的有124.4萬家,所佔比重超過八成,指出中小企業的資源侷限性;在就業人數方面,2019年台灣中小企業聘僱人員有905.4萬人,佔就業總人數的78.73%,較2018年成長0.99%,也可知中小企業在就業市場的關鍵地位,詳見表一。
目前,台灣中小企業多數面臨二代接班問題,既有經營知識及能力如何傳承,或資深老師傅將退休,年輕人如何掌握製程技能,或年輕人不願待在工廠,只好聘外勞填補勞動力,又礙於外勞無法長期留任,導致製造人力的不穩定性,或業務人員面臨競爭者搶單壓力,卻無法弄清楚工廠產能,如何快速回應及接單,更不用說企業內部的物料採購、品質管理、人力安排、倉儲等相關管理功能,或跨企業合作的物流配送、通路鋪貨、行銷推廣等運作機制,在在是當今中小企業的經營痛點。
自2011年起,德國提出工業4.0的新概念,強調智慧製造、虛實合一、人機協作等,美國、日本、南韓及中國大陸也陸續推動相關方案,讓智慧製造成為全球製造業的重要趨勢,也帶出數位轉型的新契機,不僅是自動化設備、機器人等軟硬體投資,更可能是生產現場的設備聯網及資訊蒐集,包括工廠內機器的聯網互通、流程整合與自動化、供應鏈資訊透明及整合等,牽涉到大量資訊的流通、分析及管理,利用數據找出生產現場的痛點,並在行銷、研發、採購、後勤支援等不同流程中,找到既有做法的缺陷,再進行優化,提升製造工廠的競爭力,如提升品質、附加價值、縮短生產週期等,並對應外部顧客要求及競爭者壓力。
隨後,受到中美貿易戰及新冠疫情影響,提高區域政治經濟的不確定性,進而衍生供應鏈重組、遠端監督及控制、非接觸式作業等製造方案,也有不少台灣廠商積極評估及投入,但既有廠房的機台設備與組織文化不易改變,特別是資源有限的中小企業,必須在既有資源與基礎上,找出一條務實可用的路,才有最適化解決方案。
智慧機械及SMB政策
台灣企業有九成以上為中小企業,受限於人力、物力等限制條件,推動智慧製造及數位轉型等創新,經常面對資訊人力不足、成本效益不彰等問題,無法像國際大廠有豐富資源,嘗試失敗打掉重練即可,如何選擇關鍵製程加以推動,短期先建立有感戰果,再逐步擴散至其他流程,同時善用台灣地區的機械、自動化及系統整合、資通訊等產業基礎,加上產、官、學等單位資源及專業能量,將有助於最適化製造方案的快速落實。
為建構智慧機械產業之生態體系,行政院自2016年通過『智慧機械產業推動方案』,整合我國豐沛的創新能量,導入智慧化相關技術,建立符合市場需求之技術應用與服務能量,兩大願景為「智機產業化」及「產業智機化」,產業智機化以智機產業化為基礎,協助台灣企業導入智慧製造方案,也將台灣精密機械升級為智慧機械。
特別是資源有限的中小企業,生產數據多半採用紙本記錄,再仰賴人工輸入系統,不僅有幾小時或數天的時間落差,更可能因人員欺瞞或輸入錯誤而差異甚大,需要協助中小企業數位化,也是「智慧機上盒(SmartMachine Box,簡稱SMB)輔導計畫」的推動主因,協助國內機械與製造業導入設備聯網、生產管理可視化與智慧化應用,進而提升國際競爭力。
國內製造業應用案例
SMB可用來收集機器設備的加工資訊,如控制器的操作指令,或I/O卡擷取的機台電器訊號,或三色燈訊息的當機(紅燈),待料、換模、無人操作等(黃燈)及正常運作(綠燈),或加工機台的生產週期(cycletime)等,可掌握生產現場即時狀態,有效改善製程問題,同時做到防微杜漸,進而提升產出品質。
本文探討二家中小型製造廠的機台聯網及生產資訊加值案例,說明資源有限的中小企業,如何面對內外部顧客及競爭者挑戰,即使廠區內機齡不一的中古機台,如金屬加工機的車床、銑床等,仍可發展智慧製造及數位轉型方案。
汽機車、手工具機、醫療器材等金屬零 件製造業
甲公司成立於民國96年,專精於各類工具機的製造技術,如車銑複合、精密車床等,特別是難切削材及精密零件加工,已應用於汽車、機車、自行車等車輛零件,以及手工具機、光學、電子、軸心等金屬工件,也積極開發骨科及牙科植體、醫療器械等高附加價值產品,持續提升競爭力,並擴大獲利空間。
(1)生產痛點
導入SMB系統之前,甲公司生產數據都是紙本抄寫,再用人工輸入系統,一定會有時間差,也可能輸入錯誤,管理階層很難掌握機台的即時稼動資訊。因此,業務人員面對顧客要求時,無法立刻弄清楚產能狀況,常讓急單拱手讓人,這種生管資訊的時間差及錯誤問題,也會衍生很多有形、無形成本。除此之外,該公司想切入國際車廠的供應鏈,必須通過ISO / TS 16949和IATF 16949等車規認證,如何掌握生產製造的即時資訊,同時改善生產管理體系,也是持續精進的當務之急。
(2)解決方案
本案進行15台走心式車床的CNC控制器連線,首先佈建工廠內的網路系統,協助導入智慧機上盒,並建立智慧聯網系統。具體功能有:
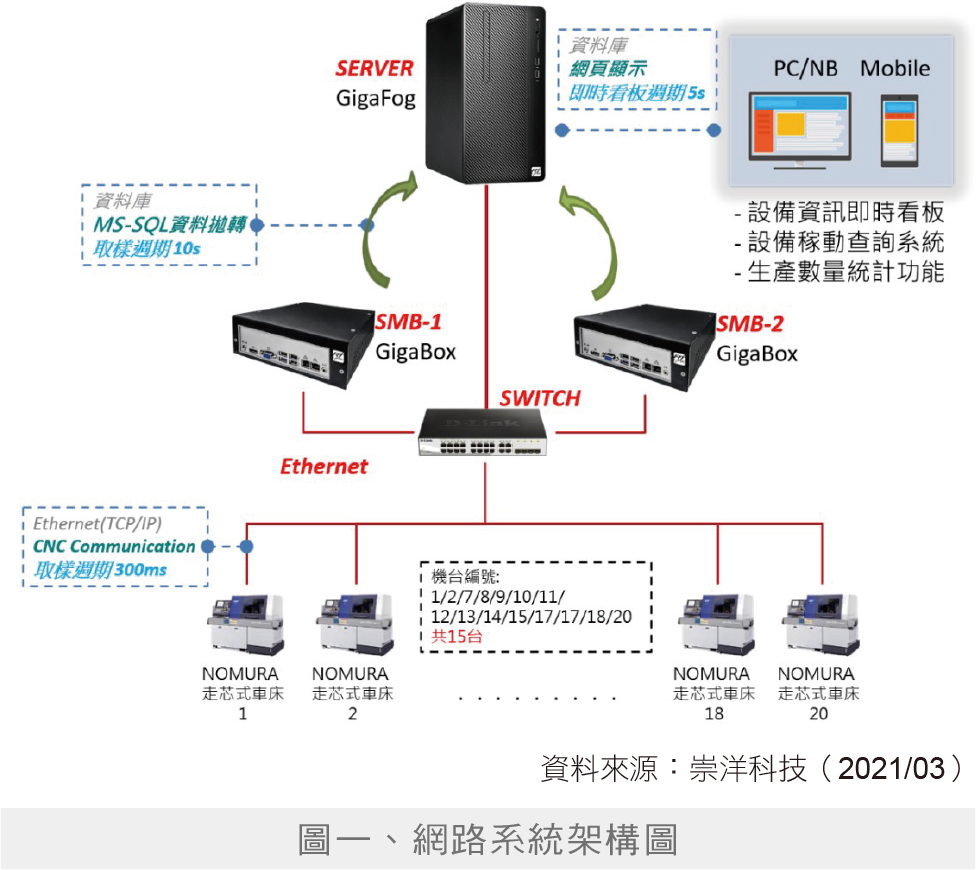
設備連線設定管理功能:
工廠內生產設備無實體網路線,導入之初先架設廠內網路系統,如圖一所示。
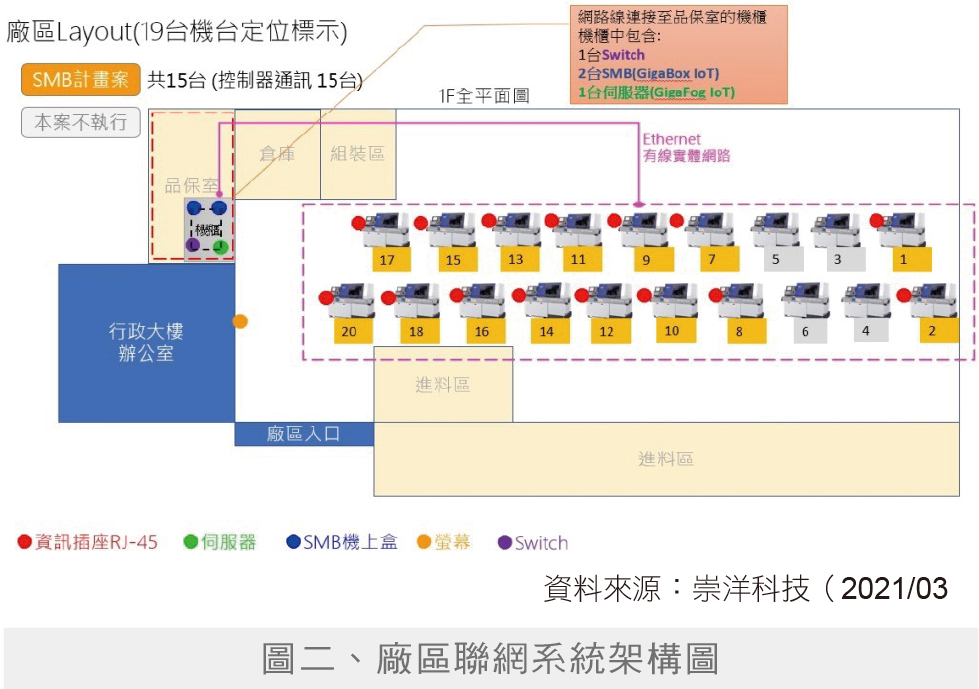
資料擷取與儲存管理功能:
本案用一台資料伺服器及兩台SMB蒐集機台資料,每台SMB聯網上限為10台,如圖二所示。
設備稼動管理功能:
稼動圓餅圖:機器運作可區分為四種稼動狀態,OFF代表未開機,顯示灰色;RUN表示正在加工,顯示綠色;機器閒置(IDLE)時,顯示黃色;最後,機器故障時,以紅色表示,通知現場操作員或設備工程師前往排除警告(ALARM)狀態。透過機器圓餅圖之顏色佔比,協助進行機器稼動率管理,改善IDLE或ALARM狀態,進而提升生產效率。
稼動甘特圖:瞭解各設備24小時稼動狀態,知道設備何時是無生產狀態,如IDLE或ALARM,以利於提升稼動率。
稼動明細表:持續累積稼動資訊,可查詢某機台生產各產品的加工時間,提供精進生產管理的有用資訊。
完工計量管理功能:
立即製作當日生產報表,不用人工抄寫紙本資料,大幅精簡時間和人力。另外,立即彙整當日生產料件和生產效率,提供簡易的機報工系統。
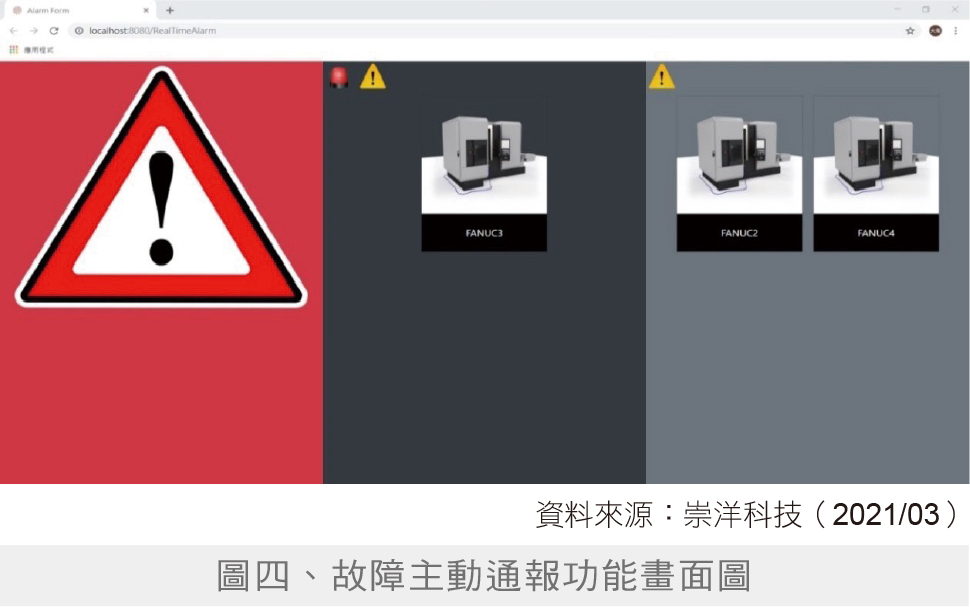
故障主動通報功能:
利用設備異常警告看板,協助管理者掌握異常狀況,也有兩階段示警功能,當第一階段示警10分鐘仍未處理,即會發出第二階段示警,有效改善異常處理能力,進而提升機台稼動率,如圖四所示。
導入SMB第一階段的重點工作為蒐集機台資訊,找出閒置生產設備,提升機台稼動率。另外,提供客製化報表,協助管理生產進度,隨時掌握機台料件狀況,減少每日生產報表的統計時間。
透過TCP/IP網路通訊技術,可以取得三菱控制器資訊,如工件數、機台運作狀態等。接著,統計各工具機的生產資訊,以圖表方式呈現於看板系統,達到目視管理功能;透過聯網平台的即時資訊,快速地掌握機台稼動率及相關資訊,再彙整成各機台的當日產能、達成率及利潤。
管理者利用客製化的機況看板,可清楚掌握生產進度與每日產量,也能輸出EXCEL檔,顯示各機台的當日產量、稼動率、利潤和生產起迄時間。
(3)應用效益及未來展望
透過SMB輔導計畫,甲公司建立15台走心式車床的機聯網系統,讓管理階層在第一時間掌握機台稼動狀況,透過可視化系統,展示即時且詳實的生產資訊,也會促進業務推廣,不必浪費時間追蹤生產進度,立即告訴顧客能否接單,有助於顧客關係的緊密鏈結。
在量化指標部分,已導入SMB系統的15台走心式車床,每日停機時間由120分鐘縮短至70分鐘,每日產量增加560個,以全年不停機現況來看,每年產量增加20多萬個,相關投資在一年內回收,多數生產資訊自動化輸出,也減省生產人員作業的九成,奠定了智慧工廠的資訊化基礎。
展望未來,甲公司利用既有機聯網系統,再用I/O卡或CNC控制器,即可連線至新設備,掌控整個工廠的機台狀況,促進製造效益極大化,進而提升生管效率。
自行車金屬零件製造業
乙公司成立於民國86年,創始初期為機械、馬達及五金工具的製造商,隨著生產技術的持續進步,轉型成為自行車、汽車等零件的供應商,特別是自行車零件的花鼓、踏桿及避震器輪組等,已擁有多個技術專利,成功推出自有品牌,並將產品推廣至國際市場,成為自行車大廠的主要供應商,期望追隨整車廠的成長腳步,促使企業不斷精進, 邁向永續經營之道。
(1)生產痛點
導入SMB系統之前,乙公司生產狀況不清不楚,讓經營團隊很頭痛,主要原因為生產數據仰賴操作員填寫,可能謊報或書寫錯誤,再由生管人員輸入及統計,即使花費大量時間及精力,仍然無法有效掌握,也可能得到錯誤訊息,無法快速追蹤及改善。
為解決老闆們的頭痛問題,希望導入智慧設備聯網的可視化管理,正確呈現機台狀況及生產資訊,也提供每一機台的生產日報表,包括當日產量、稼動率、利潤、生產起迄時間等,匯出EXCEL檔查存,有助於掌握即時生產狀況,並解決人工作業的生管問題。
(2)解決方案
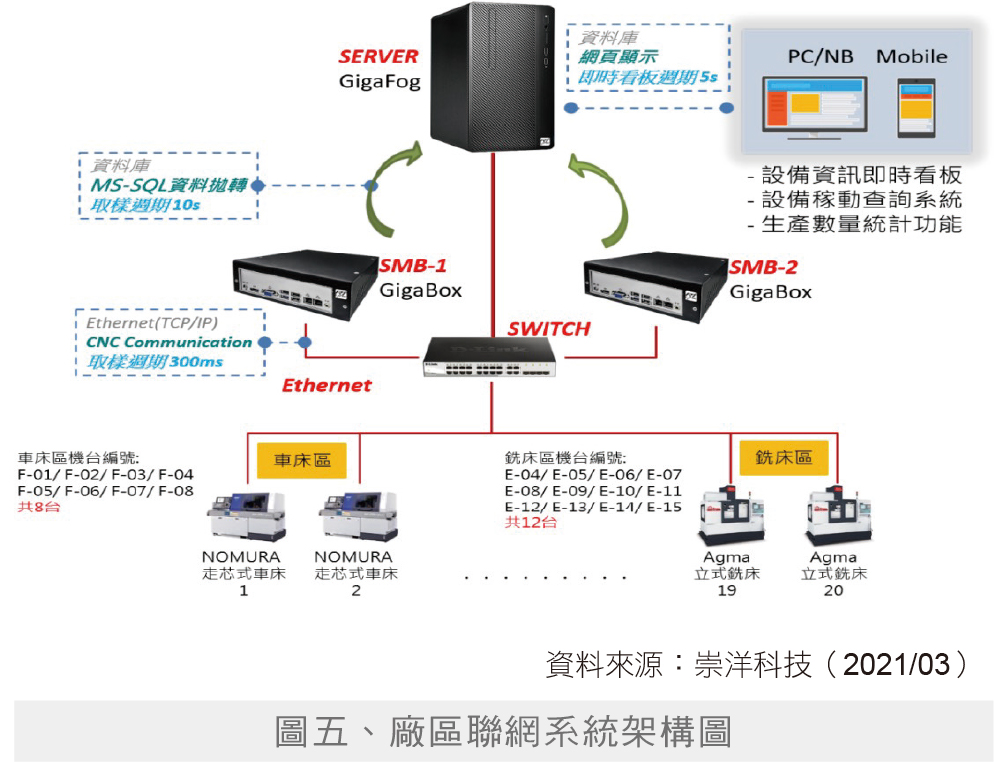
乙公司廠區內無實體網路線,首先建構廠內基本網路,再進行機台聯網作業,包括12台CNC立式銑床與8台走心式車床,可依據管理者要求,提供每一機台之生產日報表,精確地掌握每日生產狀況。
同時,透過網路交換器串接生產設備與SMB間之網路通訊,並用SMB設備,即時擷取20台設備之生產現場資料,彙整成稼動率的可視化資訊,也有即時匯出的生產報表,解決了生產資料難掌握問題,奠定下一階段升級智慧製造資訊化工廠的基礎。另外,藉由乙太網路連線各生產設備之控制器,只要勾選是否連線、控制器廠牌、機台名稱、控制器IP等,即可讀取與蒐集各機台即時狀態及相關資訊。
乙公司透過機聯網的生產現場監控系統,做到廠內生產狀態的可視化,即時掌握工廠機器狀況,進而監控及改善生產問題,擬定最佳化生產策略,促使生產效率極大化。具體內容如下:
設備稼動管理功能:
查看連線各設備機台之即時運作狀態、即時稼動率、當前加工程式,以及工件產量等資訊,隨時掌握機台稼動狀態與產量。
稼動圓餅圖:
瞭解某區間稼動狀態(OFF、RUN、IDLE、ALARM)之佔比,協助改善IDLE或ALARM問題,有效提升生產效率。
稼動甘特圖:
瞭解各機台24小時稼動狀態,知道設備何時是無生產狀態,如IDLE或ALARM,以利於提升稼動率。
稼動明細表:
累積長期稼動資訊,可查詢任一機台生產各產品的加工時間,提供精進生產管理的有用資訊。
完工計量管理功能:
立即製作當日生產報表,不用人工抄寫紙本資料,大幅精簡時間及人力。另外,立即彙整20台CNC機台的當日生產料件和生產效率資訊,也提供簡易型的機報工系統。
故障主動通報功能:
利用設備異常警告看板,協助管理者掌握異常狀況,也有兩階段示警功能,當第一階段示警10分鐘仍未處理,即會發出第二階段示警,改善異常處理能力,進而提升機台稼動率。同時,配合客製化需求,提供生產日報表匯出EXCEL檔,以便查看各機台當日產量、稼動率、利潤和生產起迄時間等資訊,減少統計生產日報表所花費的時間,如圖七所示。
(3)應用效益及未來展望
透過SMB系統的輔導,乙公司導入12台CNC立式銑床與8台走心式車床的智慧聯網系統,促進五項智慧化生產管理功能,不再仰賴人力追蹤生產進度,成功地解決管理階層的生管問題,也提供客製化的可視管理系統,包括各機台即時稼動率、設備生產履歷查詢、設備日報表輸出等功能,並進行完整的教育訓練,讓管理階層熟悉操作網頁,所有智慧聯網裝置採用獨立的區域網路系統,避免有心人士竊取生產資訊,也將推動下一階段生管升級,包括汰換老舊設備,逐步推廣至其他設備,推動所有設備的全面性聯網,以及橫向、縱向管理功能的串接。透過生產稼動狀況的可視化,國際顧客可即時掌控生產現場狀況,已跳脫傳統製造廠的刻板形象,有助於海外顧客的品牌認同度,進而推廣優質國產品。
以量化效益來看,乙公司為三班制作業,每天運作24小時,全年工作超過360天,導入前每部機台、每天停機時間為580分鐘,導入後縮短至500分鐘,減少幅度達13.8%,以導入的20 台設備來看, 每日產量增加1,040個,每年產量增加近38萬個,投資經費大約半年回收,也奠定了智慧工廠的資訊化基礎,透過長期生產資訊的累積與分析,可導入更多智慧化功能,如大數據分析、產能預測、製程模擬、最適化機台規劃等,有助於多樣化、批量產品的生產製造。
善用SMB創造生產價值
台灣企業多數為中小企業,向來有快速變化的經營彈性,也是國際大廠的重要供應商,具有競爭者難抗衡的性價比優勢。隨著後進廠商的快速崛起,台灣企業也面臨二代接班、製造技能傳承、勞動力欠缺等問題,如何鞏固既有競爭優勢,甚至創新專業能量,是當今製造廠必須思考課題,有效善用SMB方案,可以創造製程改善、生產效率提升、產品銷售增長、顧客關係鏈結等價值,值得審慎評估。
不同於國際大廠,台灣中小企業的資源有限,難以用「打掉重練」的智慧聯網方案,有效串接不同產品、製程、機台及應用系統,端賴供需雙方的共同合作,才能發展需求導向的最適化方案,再用將本求利方式複製擴散,也要組織文化的配套調整,以及專業技能的同步提升。
以金屬加工業為例,每家工廠的機台數量約20-50台,更有10%左右為老舊機台,多數機齡超過二、三十年,建置機台稼動監控與管理平台,必須修改機台既有介面,如更換PLC、加裝I/O卡等,才能進行整廠設備的智慧聯網,部分業者礙於專業能力限制,或修改機台的潛在風險高,可能索取高價費用,或僅串接有開通通訊界面(如控制器)的機台,大幅限制了智慧聯網的應用價值。此外,每家工廠的製程差異大,所強調的監視項目也不同,必須有客製化解決方案。
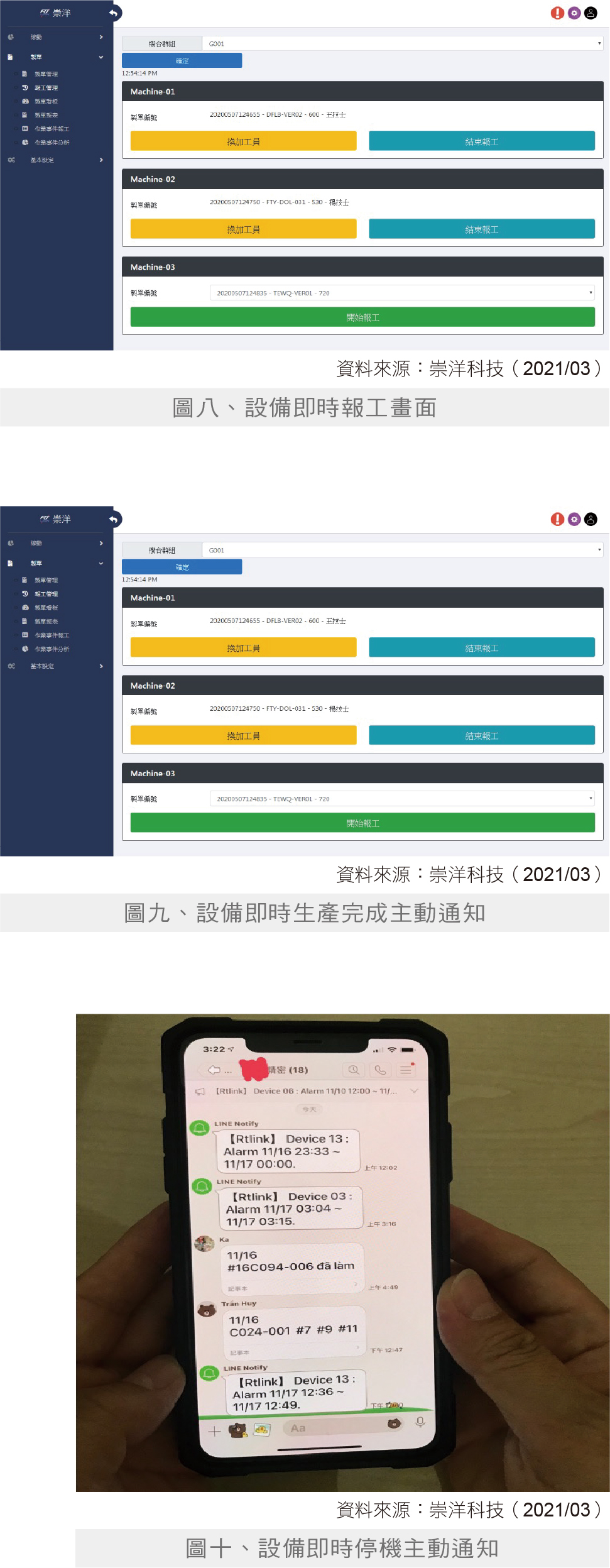
例如,利用完工計量管理功能,即時製作當日生產報表,大幅減少生管時間及人力,自動彙整設備的當日產量及生產效率,提供簡易型的機報工系統(如圖八),也可透過Line推播方式,將「生產完成數量」與「當日設備稼動率」,主動通知生管人員及相關主管,協助客戶掌握最新生產狀況(如圖九)。
或者是設備故障主動通報,利用Line推播方式,主動通知「停機過久無人處理」,讓現場主管及維修人員掌握即時狀況,也可發展設備異警看板,顯示異常狀況的機台,透過兩階段示警功能,提供異常機台的處理順序,如圖十所示。
智慧聯網以SMB與資料伺服器建立資訊平台,整合工廠內部所有資源,包含機器與系統資訊、工人技術與知識等,以及應用市場需求,透過網路即時連線至資訊平台,才能掌握生產現場狀況,有效改善工廠問題,擬定最佳化生產策略。
為有效闡述SMB方案的建議,本文區分為供應端的設備製造廠、系統整合廠(SI),以及需求端的傳統製造廠,說明有效方案的必要條件。具體內容如下:
以設備製造廠的角度來看,台灣機械製造廠多與國際代理商或系統整合商合作,並在全球市場有代表地位,如金屬工具機、塑膠機械、紡織機械、木工機械等,對於終端顧客的製程需求所知有限,也凸顯出整合解決方案的侷限性,面對智慧製造及數位轉型趨勢,必須積極創新發展,強化製程know-how及客製化方案,同時結合工業物聯網技術(IIoT),以及機聯網功能、大數據分析、人工智慧等新科技,利用自動化彈性製造單元,創造終端顧客需求的系統整合方案。
對系統整合廠而言,為創造整廠機台資訊的聯網平台,系統整合廠必須串接所有機器設備,同時提供顧客需求的客製化方案,才能發展一目了然的可視化功能,達到快速因應的實質效益,除了市售標準化的套裝模組外,系統整合廠更應有能力串接老舊機台,進行機械碼程式的轉譯,達到所有機台資訊擷取及應用,異常發生的第一時間即快速警示,甚至是用生產資訊發現陳年問題,或是維護保養及防微杜漸,協助顧客精進製造技術,才能提高製造廠導入SMB意願,協助生產資訊的數位化轉型。
而傳統製造廠的部分,機聯網的機台資料蒐集,主要是透過機台的控制器,或加裝I/O卡及感測器於機台上,再與SMB連結,將廠內機器資訊蒐集起來,並進行機械碼程式的轉譯,將生產現況可視化,持續監控與改善生產問題,協助擬定最佳化生產策略。
多數製造廠面臨日益激烈的競爭壓力,可借用整廠機台資訊的聯網平台,協助優化生產效率,利用數位轉型創造新競爭力,也必須慎選優質服務商,同時培養廠內人員的數位化智能。具體內容概述如下:
(1)有效收集生產資訊,創造可視化、透明化、數位化等應用價值。
(2)運用大數據分析、物聯網等新科技,發展製程模擬、預測等智慧化功能,以利於最適化機台規劃,如相同品質水準,但生產速度最快,或固定生產速度,但品質良率最高,進而精進相關管理制度及顧客關係。
回上一頁列表
回首頁
MAonline 工具機與零組件雜誌